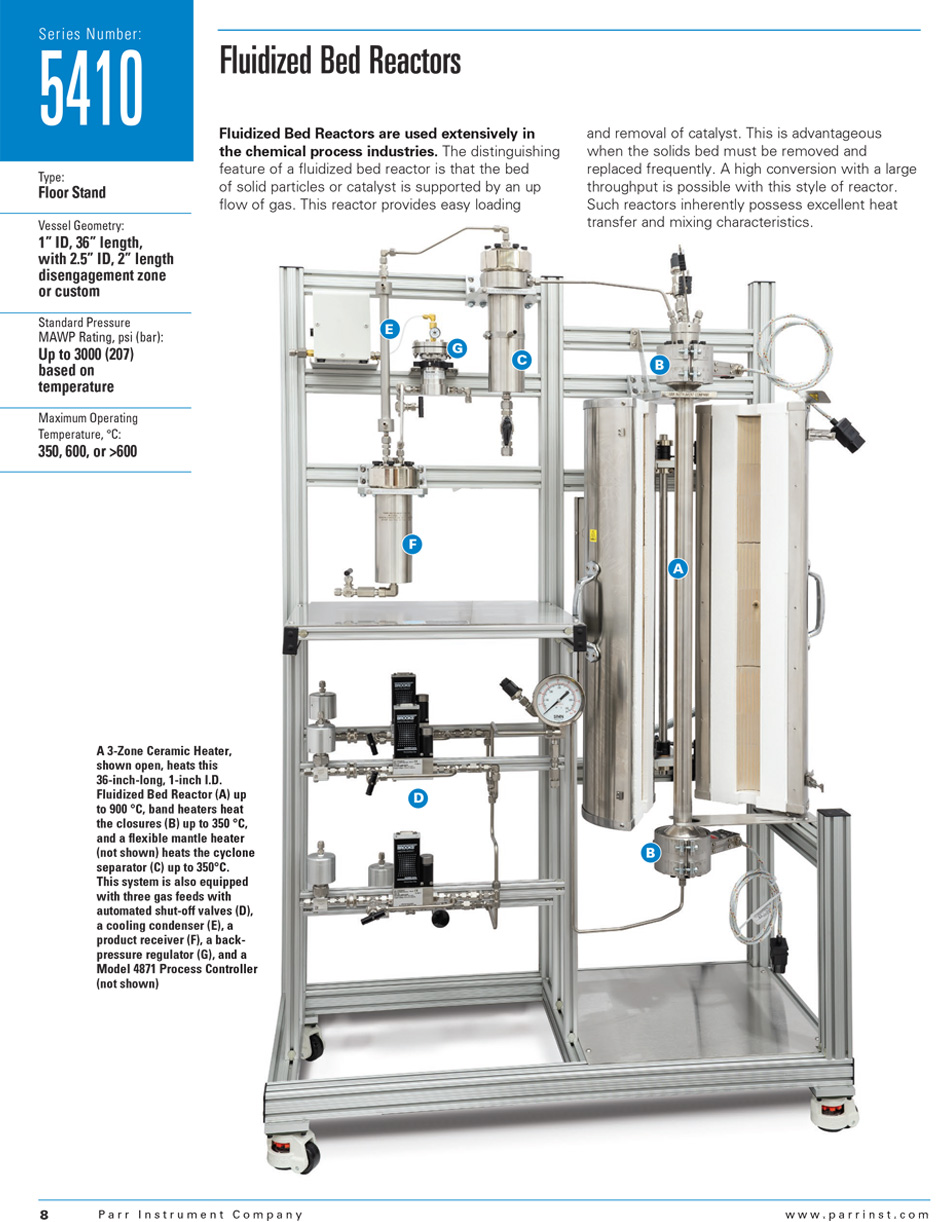
Parr Fluidized Bed Reactors are used extensively in the chemical process industries. The distinguishing feature of a fluidized bed reactor is that the bed of solid particles or catalyst is supported by an upflow of gas. This reactor provides easy loading and removal of catalyst. This is advantageous when the solids bed must be removed and replaced frequently. A high conversion with a large throughput is possible with this style of reactor. Such reactors inherently possess excellent heat transfer and mixing characteristics.
Fluidized beds have been significantly utilized in chemical processes, in which parameters such as diffusion or heat transfer are the major design parameters. Compared to packed bed, a fluidized bed has notable advantages such as better control of temperature, no hot spot in the bed, uniform catalyst distribution and longer life of the catalyst.
Nearly all significant commercial applications of fluidized bed technology concern gas-solid systems. Applications of fluidized bed reactors include but are not limited to gas-solid reactions, Fisher-Tropsch synthesis, and catalytic cracking of hydrocarbons and related high molecular weight petroleum fractions. Gasification in a fluidized bed can be utilized to convert coal, biomass and other waste materials into synthesis gas